The one i found with my Clarke is if you get burn back on the tip it causes the wire to bunch just after the feed roller. Make sure the wire speed is fast enough to prevent burn back.

Butt Welding Issues
Started by
Notay
, Oct 21 2013 08:32 PM
37 replies to this topic
#31

sonikk4
-

- Admin
-

- 16,033 posts
Twisted Paint Polisher!!!
- Name: Neil
- Location: Oxfordshire
Posted 21 October 2013 - 09:33 PM
#32
sonikk4
-
- Admin
-
- 16,033 posts
Twisted Paint Polisher!!!
- Name: Neil
- Location: Oxfordshire
Posted 21 October 2013 - 09:35 PM
When you change to 0.6 make sure liner in good condition as it doesn't feed as easily as 0.8, I ended up replacing my liner as it was causing judder on start up even with new rollers and tip. You need a good consistent feed when welding thin material.
just out of curiosity, what would cause a liner to fail?
Damage to the wire itself, when this travels up the sleeve it can cause pickup inside the liner which will then drag the wire down in speed no matter what speed you have it set to.
#33
Daz1968
-

- Members
-
- 2,058 posts
Up Into Fourth
- Location: Dudley
Posted 21 October 2013 - 09:54 PM
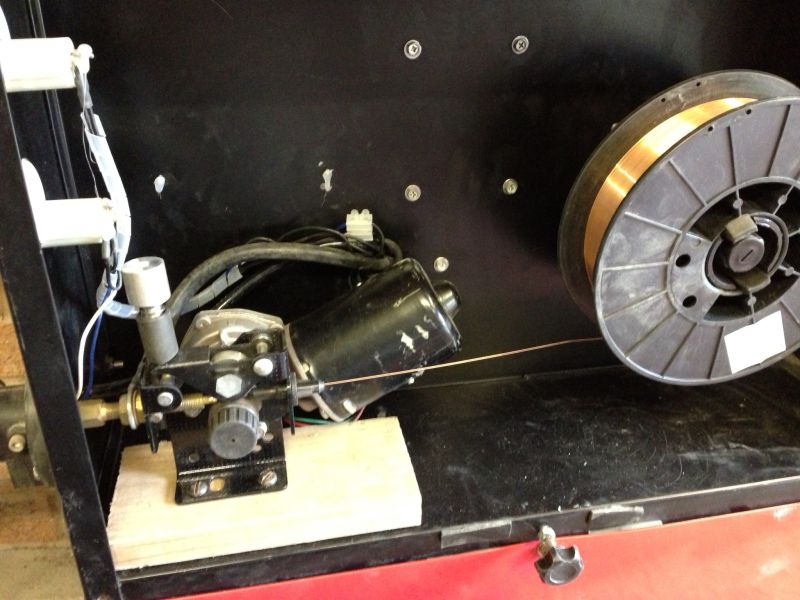
It's easy to prevent the wire bunching after the roller when it sticks to the tip, just adjust the brass part so there is almost no free space between end of roller and tube then only have enough tension on the feed so if it sticks the rollers slip on the wire. Saves a load of hassle when welding as then you just free the wire on the tip and no mess to sort in the welder. You should be able to see what I mean on this pic of my wire feed
#34
sonikk4
-
- Admin
-
- 16,033 posts
Twisted Paint Polisher!!!
- Name: Neil
- Location: Oxfordshire
Posted 21 October 2013 - 10:02 PM
Certainly not got that adjustment ability on my Clarke. I have next to no gap anyway but it will still bunch up. Just a poor design but with care and the wire speed adjusted it does not happen that often.
#35
Notay
-
- Members
-
- 153 posts
Mini Mad
Posted 22 October 2013 - 03:20 PM
hi, if I needed a new liner for my clarke 151TE, which material would people recommend - plastic, metal or teflon? Thanks Notay
http://www.machinema...ing-consumables
#36
sonikk4
-
- Admin
-
- 16,033 posts
Twisted Paint Polisher!!!
- Name: Neil
- Location: Oxfordshire
Posted 22 October 2013 - 04:08 PM
I bought a new torch which included the liner etc of fleabay for not a lot of monies. Teflon lined if i remember rightly.
#37
Daz1968
-
- Members
-
- 2,058 posts
Up Into Fourth
- Location: Dudley
Posted 22 October 2013 - 04:18 PM
Some info here on liner replacement with a step by step guide.
It easy to test your liner just lift top roller and see how easy it is to pull the wire from torch end, it should be smooth and easy to pull.
http://www.mig-weldi...ead.php?t=21324
It easy to test your liner just lift top roller and see how easy it is to pull the wire from torch end, it should be smooth and easy to pull.
http://www.mig-weldi...ead.php?t=21324
#38
Minidarren83
-

- Members
-
- 1,207 posts
One Carb Or Two?
- Location: Stanford Le hope
Posted 22 October 2013 - 05:20 PM
hi, if I needed a new liner for my clarke 151TE, which material would people recommend - plastic, metal or teflon? Thanks Notay
http://www.machinema...ing-consumables
I always go for a steel liner as I will only ever weld mild steel with this welder but Teflon if welding alloy or stainless







1 user(s) are reading this topic
0 members, 1 guests, 0 anonymous users


